深圳市天海泰达科技有限公司
选择天海泰达, 获累积19年的光纤跳线生产技术!
产品中心
- 光缆剪缆机类
-
- 烤炉类
-
- 光纤连接器压接类
-
- 光纤连接器研磨类
-
- 光纤连接器研磨夹具类
-
- 光纤连接器测试类
-
- 光纤连接器陶瓷插芯注胶类
-
- 环保设备类
-
- 物联网类
-
联系我们
企业邮箱: info@techtide.com.cn
公司地址: 深圳市宝安区黄田西乡光汇石油工业园B栋5楼西
销售: 13798369011(刘先生)
QQ: 1605451596
贴吧: 天海泰达贴吧
传真: 0755-26585169
扫描关注微信公众号:

产品
- 名称: 12芯放线裁线机
- 型号: MYCL23-12
- 目录:
- 用途
- 优点
- 控制面板
- 系统检测以及故障处理

用途
- 用于光缆的裁剪,将绕在料筒上的光缆展开,按照设定的长度与数量,裁剪成段。
- 本机可以同时对12个光缆桶进行裁剪,即同时裁切12根光缆,因此效率极高。
优点
- 可同时裁缆12根: 效率特别高
- 精确设置: 可精确灵活地设置各种裁缆参数

控制面板
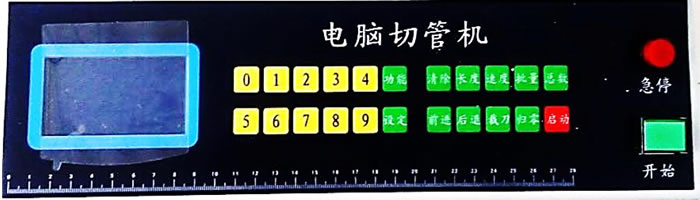
控制面板按键功能说明:
- +键:按此键滚轮正转,若在设定长度时, 可用来设置小数点以后的数字。
- -键: 按此键滚轮反转,若在设定长度时,可用来设置小数点以后的数字。
- CLR键: 按此键刀座单动1次,若在设定画面,可用来清除设定错误数值。
- LEN键: 按此键之后,再按数字键可设定长度A的尺寸。
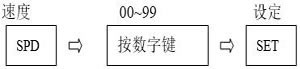
- SPD键: 按此键之后,再按数字键可设定速度范围在00~99之间,数字越大速度越快,反之速度越慢。
- UNIT键: 按此键之后,再按数字键设定批量,范围在0~999之间,若批量设为0,则不会暂停。
- TOL键: 按此键之后,再按数字键设定总数。
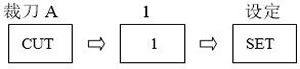
- CUT键: 按此键之后,再按数字键设定裁刀A的裁刀次数。
- CMP归零键: 按此键即可清除已裁切次数显示。
- RUN启动键: 按此键即可开始工作。
- FUN功能键: 设定几个特殊的参数。
- F0: [下刀延迟]气缸刀下刀延迟时间再上刀。
- F1: [下刀间隔]气缸刀每刀之间的延尺时间。
- F2: [批量暂停]单位批量的暂停时间设定。若设定值为0,则会一直裁切至总数到达时才停机,必须再按一次归零(CMP)键,再按启动(RUN)键才能再启动.
- F3: [长度补尝功能]设定长度与实际长度有误差时可用此功能补偿. X=Y+Y*(F3/1000)
控制面板操作说明:
- 按"长度"键设定所要裁切管带的长度;按"0~9"数字键输入所需管带的长度,按"+"或"-"键循环改变小数点后的数字,按"SET"键确认输入,长度显示刚才所设定的数值,也可按"CLR"键将输入清楚,按"停止"键返回主画面。
- 按"SPD"键,设定走线的速度。数值越大速度越快,最小值0,最大值99。
- 按"CUT"键,设定每次裁刀动作的次数。
- 按"TOL"键,设定要裁切管带的数量。
- 按"UNIT"键,设定裁切多少数量为1批。
- 按"FUN"键,再按数字键"2",进行设定每次达到1批时需要暂停的时间。0~9秒,0表示无暂停。
- 安装好所要裁切的管件。
- 按"RUN"键,启动裁切控制。
- 按"停止"键或"紧急停止"键,停止裁切动作。
【说明】以上设定数字后,必须按一次设定(SET)储存设定值,若完成设定,欲返回主画面,按停止(STOP)即可返回。
控制面板设置示例:
例如:需裁剪长度是80.5 m/m ,总数为1500条,每一包装的数量是15条。
第一步: 打开电源, 进入操作画面。
第二步: 设定切断长度80.5 (按以下步骤依次操作)

若按超数时, 可按后退(一)键, 返回到前一个数字;

选择合适的速度,速度由00~99分这100个速度段,数值越大速度越快,当材料伸缩性较大时或整卷材料较重又无辅助送料机配合时,速度应选择较慢.


- 完成以上设置后按停止(STOP)键, 退出设置模式, 此时画面上将显示您所设定的各项参数。
- 若发现在设置错误, 例如, 长度设定成了800.5m/m, 其它正确, 即可重复第1步进行更正。
- 置入材料:调整好隔料板,隔料板固定材料,使材料不会左、右偏移,但请勿将材料夹住,以免影响到材料裁切长度的精确度。
- 将材料送至上滚轮与下滚轮接触处, 按前进(+)键, 使材料前进至超过刀口位置, 按启动(RUN)键, 此时就实现了[裁剪自动化]。
系统检测以及故障处理
| 现象 | 测试 | 可能故障 | 解决方法 | |
| 裁刀故障 屏幕提示"刀异常",峰鸣器间断报警 |
减速电机不转 | 按下"裁刀"键,主板上D8发光管点亮,按下"裁刀"键,主板上D8发光管不亮 | 主板控制信号良好,故障出在交流驱动到减速电机之间 主板控制信号故障 |
请检查主板到减速电机,启动电容之间的连线。 |
| 减速电机转 | 用金属物体接触感应器,看感应器是否有指示。 |
如果无指示,感应器故障 | 请更换新的感应器 | |
| 如感应器正常 | 调整感应器和减速电机感应端的距离 | |||
在感应器感应到物体时,检查主板上D2放光管是否同时有点亮指示 |
有指示,感应器信号正确输入到主板,主板出现故障 | 请联系销售商 | ||
| 无指示,短路CON1接口在CON5方西的2个插针,此时如D2亮,则主板正常,否则故障出现在主板上 | 请联系销售商 | |||
| 步进电机不转 | 按下"+"或"-"键,电机未向前或向后转动 | 步进电机只向一个方向转 | 步进电机驱动为 方向脉冲式,只向一个方向转,说明驱动器的方向信号有问题,或驱动器有故障 | 请检查主板和步进驱动器的连接。 如驱动器故障请联系销售商 |
| 步进电机2个方向都不转 | 查看步进驱动器上的电源是否有指示; 检查驱动器,主板,步进电机之间的连线。 |
如不能解决请联系销售商 | ||
| 常见故障报警: | ||||
| 1.在裁刀异常时,蜂鸣器会间断鸣叫且屏幕的右上角提示"刀异常"。此时按下"停止"键可以取消蜂鸣器报警。 | ||||
| 2.在批量暂停时,蜂鸣器会出现间断鸣叫,以提示是批量暂停,当批量暂停时间过去时,蜂鸣器会自动停止鸣叫。 | ||||
| 3.工作时步进电机突然变慢,查看主板上D11发光管是否处于发亮状态。如果D11点亮说明系统处于低电状态,边逆时针方向调整R25可调电阻,边按下"停止"键,使D11熄灭,系统即可恢复正常。如D11无熄灭请联系销售商。 | ||||