- 光缆剪缆机类
-
- 烤炉类
-
- 光纤连接器压接类
-
- 光纤连接器研磨类
-
- 光纤连接器研磨夹具类
-
- 光纤连接器测试类
-
- 光纤连接器陶瓷插芯注胶类
-
- 环保设备类
-
- 物联网类
-

本页描述光纤跳线的生产制造工艺步骤.
光纤跳线又称尾纤,包含光缆与光纤连接器,其中光纤连接器用于把两条光缆对接起来,使光信号能够从一条光缆传递到另外一条光缆.
为减小光信号在两条光缆对接面的损耗, 对光纤对接端面的形貌有特定的要求,需要专用的生产设备和测试仪器,以及特定的生产工艺才能达到.
本文对该制造工艺进行总结,其经验数据均来自于生产一线,得到生产与市场的验证,具有实际的指导意义l

| 产品名称 | 所有跳线/尾纤中性作业指导书 | 工序名称 | 剥纤 | 文件编号 | THTD-SC-01 |
|---|---|---|---|---|---|
| 适用规格 | 所有跳线/尾纤 | 日期/版本 | 2008-12-13/A1 | 共 14 步 第 3 步 | |
| 操作说明 | 操作步骤 | ||||
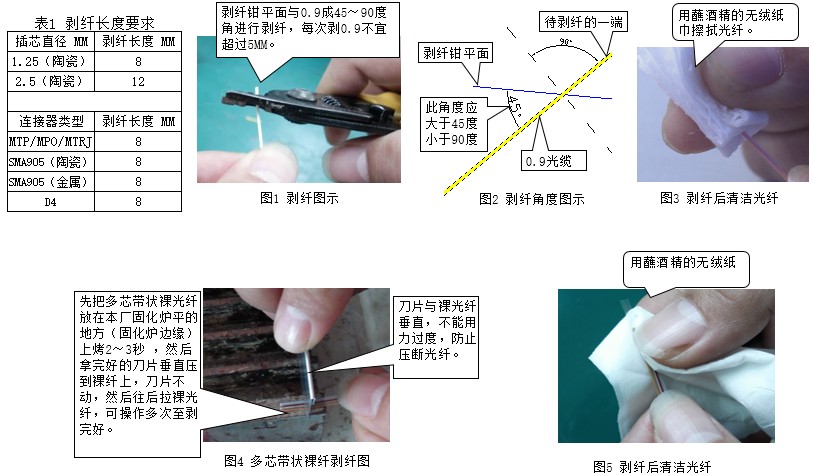 |
1.确认剥缆长度。(见表1)
注意事项 |
||||
| 产品名称 | 所有跳线/尾纤中性作业指导书 | 工序名称 | 压尾柄 | 文件编号 | THTD-SC-01 |
|---|---|---|---|---|---|
| 适用规格 | 所有跳线/尾纤 | 日期/版本 | 2008-12-13/A1 | 共 14 步 第 4 步 | |
| 操作说明 | 操作步骤 | ||||
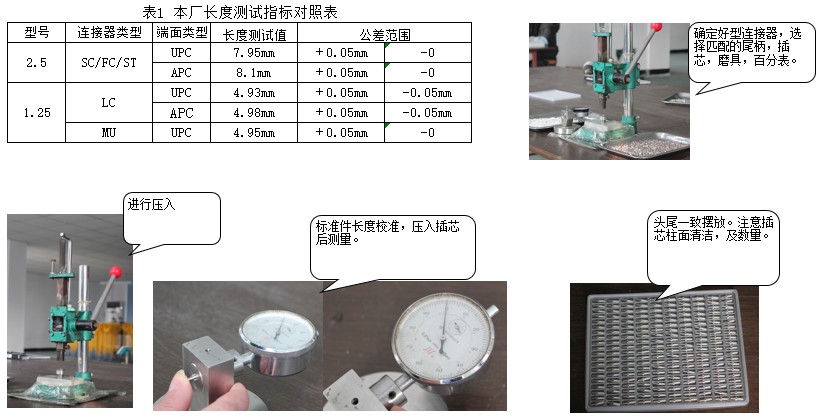 |
1.确定型号连接器。
注意事项 |
||||
| 产品名称 | 所有跳线/尾纤中性作业指导书 | 工序名称 | 配胶 | 文件编号 | THTD-SC-01 |
|---|---|---|---|---|---|
| 适用规格 | 所有跳线/尾纤 | 日期/版本 | 2008-12-13/A1 | 共 14 步 第 5 步 | |
| 操作说明 | 操作步骤 | ||||
 |
1.调胶的比例为重量比10:1(图1)。 注意事项 |
||||
| 产品名称 | 所有跳线/尾纤中性作业指导书 | 工序名称 | 注胶 穿纤 | 文件编号 | THTD-SC-01 |
|---|---|---|---|---|---|
| 适用规格 | 所有跳线/尾纤 | 日期/版本 | 2008-12-13/A1 | 共 14 步 第 6 步 | |
| 操作说明 | 操作步骤 | ||||
 |
1.注胶:陶瓷插芯见图1;塑料插芯见图6;金属插芯参考陶瓷插芯。 注意事项 |
||||
| 产品名称 | 所有跳线/尾纤中性作业指导书 | 工序名称 | 固化 | 文件编号 | THTD-SC-01 |
|---|---|---|---|---|---|
| 适用规格 | 所有跳线/尾纤 | 日期/版本 | 2008-12-13/A1 | 共 14 步 第 7 步 | |
| 操作说明 | 操作步骤 | ||||
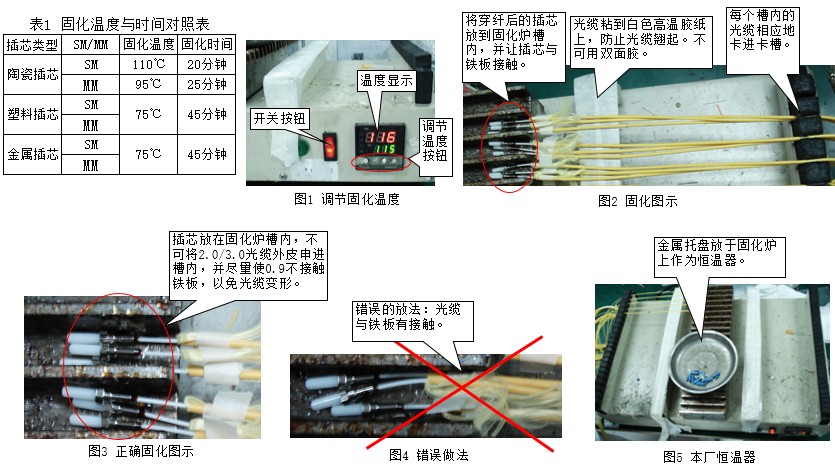 |
1.各种插芯类型固化温度与时间。见图1
注意事项 |
||||
| 产品名称 | 所有跳线/尾纤中性作业指导书 | 工序名称 | 切纤去胶 | 文件编号 | THTD-SC-01 |
|---|---|---|---|---|---|
| 适用规格 | 所有跳线/尾纤 | 日期/版本 | 2008-12-13/A1 | 共 14 步 第8 步 | |
| 操作说明 | 操作步骤 | ||||
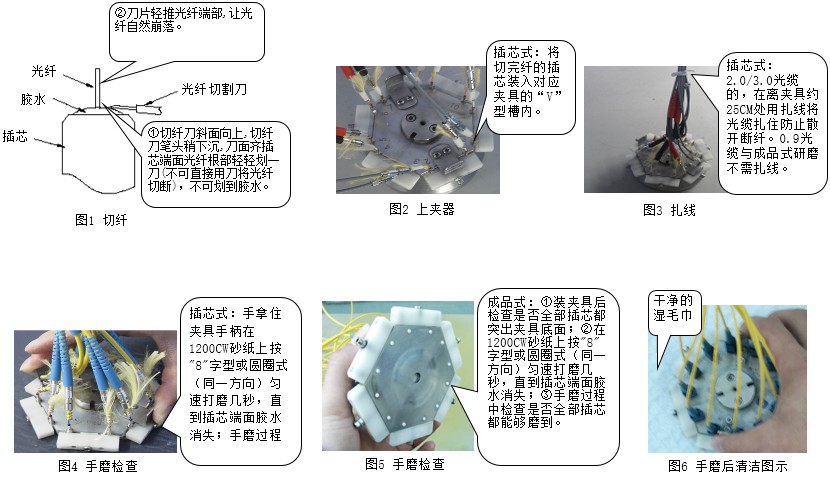 |
1.切纤。(见图1)
注意事项 |
||||
| 产品名称 | 所有跳线/尾纤中性作业指导书 | 工序名称 | 研磨 | 文件编号 | THTD-SC-01 |
|---|---|---|---|---|---|
| 适用规格 | 所有跳线/尾纤 | 日期/版本 | 2008-12-13/A1 | 共 14 步 第 9 步 | |
| 操作说明 | 操作步骤 | ||||
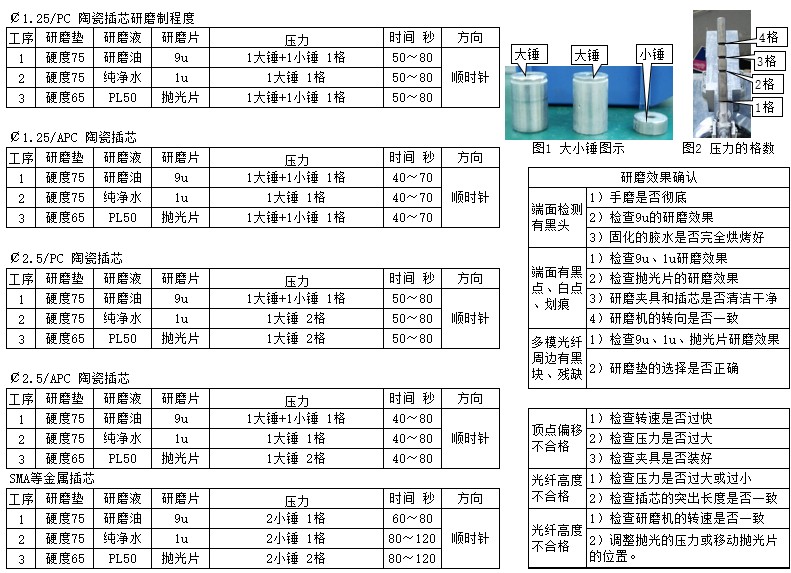 |
1.根据不同规格的插芯选择不同的研磨制程.当研磨夹具上不足数量插芯时,其研磨制程中压力与时间设置比足数量插芯时要调得稍小。
注意事项 |
||||
| 产品名称 | 所有跳线/尾纤中性作业指导书 | 工序名称 | 端面初检 | 文件编号 | THTD-SC-01 |
|---|---|---|---|---|---|
| 适用规格 | 所有跳线/尾纤 | 日期/版本 | 2008-12-13/A1 | 共 14 步 第 10 步 | |
| 操作说明 | 操作步骤 | ||||
 |
1.选择合适端口,有1.25、2.5、MTP/MPO、MTRJ、SMA等不同端口。见图1,图2.
注意事项 |
||||
| 产品名称 | 所有跳线/尾纤中性作业指导书 | 工序名称 | 组装压接 | 文件编号 | THTD-SC-01 |
|---|---|---|---|---|---|
| 适用规格 | 所有跳线/尾纤 | 日期/版本 | 2008-12-13/A1 | 共 14 步 第 11 步 | |
| 操作说明 | 操作步骤 | ||||
 |
1.不同连接器选择合适钳口。见表1。
注意事项 |
||||
| 产品名称 | 所有跳线/尾纤中性作业指导书 | 工序名称 | 插回损测试 | 文件编号 | THTD-SC-01 |
|---|---|---|---|---|---|
| 适用规格 | 所有跳线/尾纤 | 日期/版本 | 2008-12-13/A1 | 共 14 步 第 12 步 | |
| 操作说明 | 操作步骤 | ||||
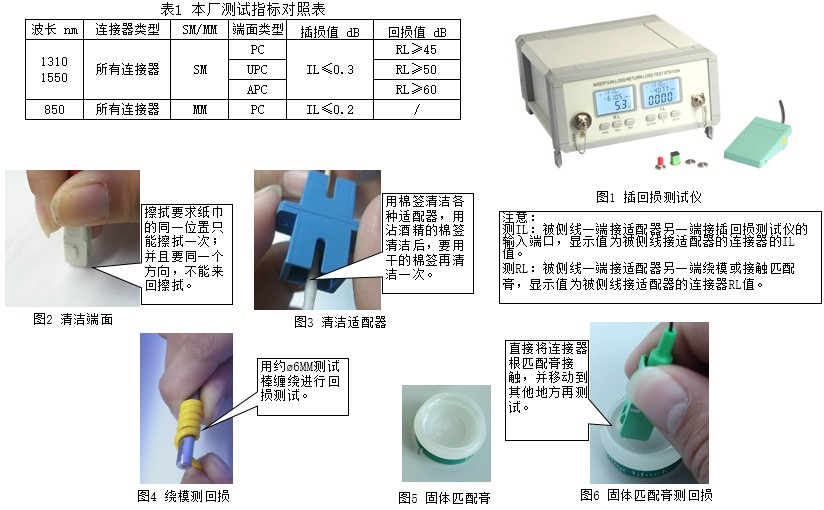 |
1.使插回损测试仪处于工作状态。(具体操作见《插回损测试仪操作说明》)
注意事项 |
||||
| 产品名称 | 所有跳线/尾纤中性作业指导书 | 工序名称 | 断面终检 | 文件编号 | THTD-SC-01 |
|---|---|---|---|---|---|
| 适用规格 | 所有跳线/尾纤 | 日期/版本 | 2008-12-13/A1 | 共 14 步 第 13 步 | |
| 操作说明 | 操作步骤 | ||||
 |
1.选择合适端口,有1.25、2.5、MTP/MPO、MTRJ、SMA等不同端口。见图1,图2.
注意事项 |
||||
| 产品名称 | 所有跳线/尾纤中性作业指导书 | 工序名称 | 包装 | 文件编号 | THTD-SC-01 |
|---|---|---|---|---|---|
| 适用规格 | 所有跳线/尾纤 | 日期/版本 | 2008-12-13/A1 | 共 14 步 第 14 步 | |
| 操作说明 | 操作步骤 | ||||
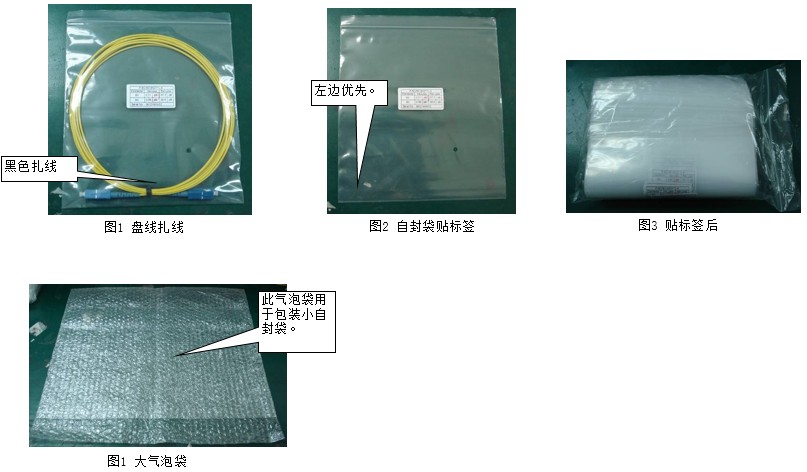 |
1.本司单双芯跳线尾纤,全部采用图1做法,用黑色扎线。
注意事项 |
||||